
Roller Shutter Door Roll Forming Machine: Industrial Applications and Sourcing Guide
Roller shutters are everywhere once you start looking for them. Warehouses, loading docks, car parks, storefronts, fire-rated compartmentalization doors in hospitals, and security enclosures in data centers. The slats that make up those shutters have to come from somewhere, and in most modern production facilities, that somewhere is a roll forming line. This article covers how roller shutter door roll forming machines work, what variants exist, and what buyers should know before engaging a manufacturer or supplier.
What a Roller Shutter Slat Actually Does
A roller shutter slat is more than a bent strip of steel. The profile has to coil neatly around a barrel when the door is open, lock into neighboring slats when closed, resist manual forcing, and—when specified—provide thermal insulation or fire resistance. Getting all of those properties into a cold-formed section that rolls up is a precision engineering challenge.
Common slat profiles include the 77mm round-end slat (high security), the 55mm flat slat (standard commercial), the 65mm insulated slat (foam-filled for thermal performance), and the 100mm heavy-duty slat used in industrial applications where extra strength is required. Each profile has a different roller geometry and forming sequence.
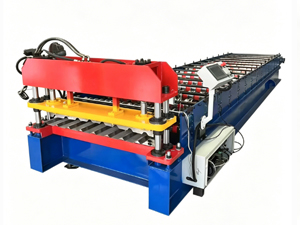
The Anatomy of a Shutter Door Roll Forming Line
A dedicated roller shutter door roll forming machine shares many components with general roll formers but with important differences. The forming sequence is designed to produce slats that interlock horizontally. This means the edges of the profile need to be precisely rolled—slightly overtuckled or undertuckled, and the shutter will not coil properly or will leak water at the joints.
The cutting system on shutter lines is almost always a hydraulic shear. The end of each slat is cropped to length as the strip runs continuously. Flying saws are less common because the cutting action can distort the thin-walled profile. A well-tuned hydraulic shear with hardened blades produces a clean, square end every time.
For insulated slats, some manufacturers offer foam injection stations inline with the roll forming line. The machine forms two U-shaped channel profiles simultaneously, injects polyurethane foam between them, and closes the section before the foam sets. This is a more complex piece of equipment but eliminates the need for a separate foaming operation.
Industrial Sectors Using These Machines
Steel shutter manufacturers are the primary buyers of shutter door roll forming equipment. In regions with high rates of commercial construction—Southeast Asia, the Middle East, parts of Africa and Latin America—local shutter factories have been expanding production capacity to meet demand from developers who prefer pre-made shutter systems over site-built alternatives.
Fire door manufacturers are a specialized subset. Fire-rated roller shutters require steel slats that meet specific fire endurance ratings (typically E30, E60, or E120 in European classification). The machines for fire-rated slats often use thicker material (up to 1.5mm) and tighter tolerances, and the manufacturers that supply fire door factories typically have quality management systems certified to ISO 9001.
Security enclosure manufacturers in the commercial and industrial sectors use heavy-gauge shutter machines to produce slats that resist cutting and impact. These factories tend to run lower volumes than standard shutter producers but with higher per-unit margins and longer lead times for equipment setup.
Material Choices and Their Effect on Production
The most common material for roller shutter slats is hot-dip galvanized steel, typically 0.4mm to 1.0mm thick. Pre-painted galvanized coils are also widely used, which allows factories to offer shutters in standard RAL colors without post-production painting. Aluminum coils are used for lightweight or coastal applications where corrosion resistance is paramount, but aluminum roll forming requires different roller materials and slightly adjusted forming pressures.
When sourcing a machine, confirm whether it is set up for galvanized, pre-painted, or aluminum material—or a combination. Switching between materials on the same machine without changing rollers is generally not possible, and attempting to do so risks damaging the profile and the equipment.
Key Features to Negotiate with Suppliers
When talking to manufacturers and suppliers about a roller shutter machine purchase, a few items are worth negotiating specifically:
The roller set should be included in the base price or clearly quoted as a separate line item. Some manufacturers sell the machine at a low base price and then inflate the roller cost, making the overall deal poor value. Get a fixed price for the full roller set for your target profile before signing.
Ask about the delivery and installation timeline. Machines from established factories typically ship within 4 to 8 weeks of order confirmation and require 3 to 5 days of on-site installation and commissioning by the supplier's technician. Factor this into your production planning.
Request the PLC program and a complete electrical schematic. Machines with locked, proprietary control systems can become support nightmares when the original supplier goes out of business or becomes unresponsive. Open-architecture PLC systems (Siemens or Mitsubishi are common) give you flexibility to find local service support.
Maintenance Practices for Shutter Lines
Roller shutter slat machines require regular maintenance on the forming rollers, the hydraulic shear, and the decoiler. The forming rollers are the highest-wear component. In a production environment running two or three shifts, roller surfaces begin to show wear marks within 6 to 12 months. Regular visual inspection and measurement of the profile dimensions every week will tell you when roller replacement is needed before dimensional drift causes production rejects.
The hydraulic shear blade needs sharpening or replacement every 500 to 1,500 cuts depending on material thickness and hardness. Keep spare blades in stock. A machine stopped because a blade has gone dull is an expensive problem that five minutes of preventive inspection could have avoided.
The Market for Roller Shutter Equipment
Demand for roller shutter doors continues to grow in parallel with urbanization in developing economies. In mature markets like Europe and North America, the market is driven by renovation of aging commercial buildings and increasing demand for fire-rated and security-rated shutter systems. Manufacturers and factories that can supply certified, consistent products at competitive prices are well-positioned regardless of market conditions.
Sourcing from a manufacturer with a broad product range also offers practical advantages. A factory that makes shutter machines, purlin machines, and floor deck machines likely has more engineering depth and a larger support network than a one-product workshop. That depth shows up in the quality of the machine, the responsiveness of support, and the availability of spare parts over the life of the equipment.
References
British Standards Institution. BS EN 13659: Shutters and Blinds — Performance Requirements Including Safety. BSI, 2015.
European Committee for Standardization. EN 16034: Pedestrian Door Sets, Industrial, Commercial, Garage Doors and Openable Windows — Product Performance, Characteristics and Features. CEN, 2014.
National Association of Architectural Metal Manufacturers. Roll Formed Steel Profiles for Building Applications: Standard Specifications. NAAAM, 2019.
International Standards Organization. ISO 9001:2015 Quality Management Systems — Requirements. ISO, 2015.
American Society of Testing and Materials. ASTM A653/A653M: Standard Specification for Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by the Hot-Dip Process. ASTM, 2020.
This article is provided for informational purposes for industry professionals researching roller shutter production equipment.



 首页
首页 产品
产品 联系
联系
